For the past several days, Thingiverse.com has kindly showcased this design as a part of their front page collection. I’d like to give them a big shoutout, especially their editors/merchants. You can download this design here: Ergonomic Ice Scraper.
This design was featured for multiple days by Thingiverse.com
I was inspired by the mountains of snow that fell this past week. I was so inspired, in fact, that I wanted to 3D print my own ice scraper. It turns out, there isn’t a great ice scraper on www.Thingiverse.com. The great thing about 3D printing is a solution is always near at hand. So I whipped up a design late Saturday night / early Sunday morning. Five hours later, I had a functional design.
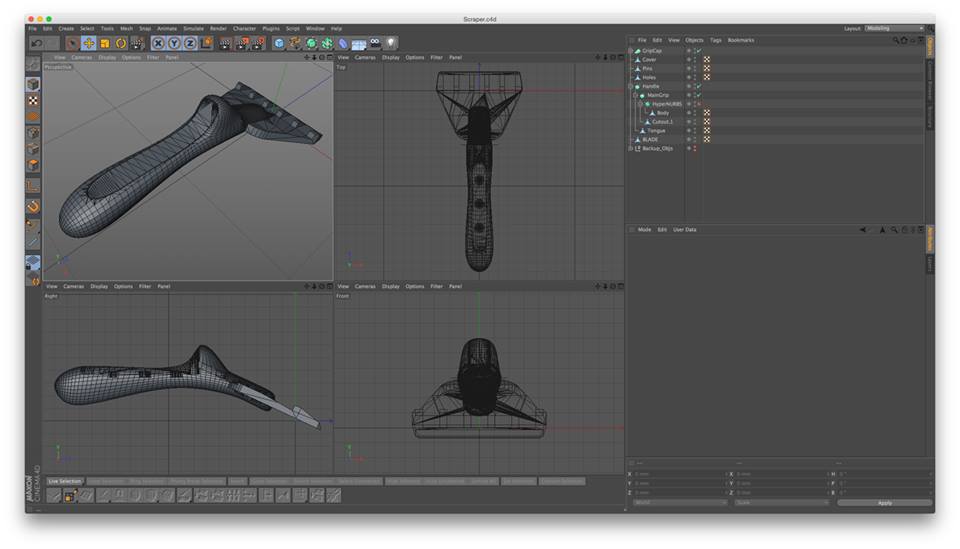
A five minute sketch of the original concept.An early, spline based draft of the overall design.With the design finished, engineering goes into place.
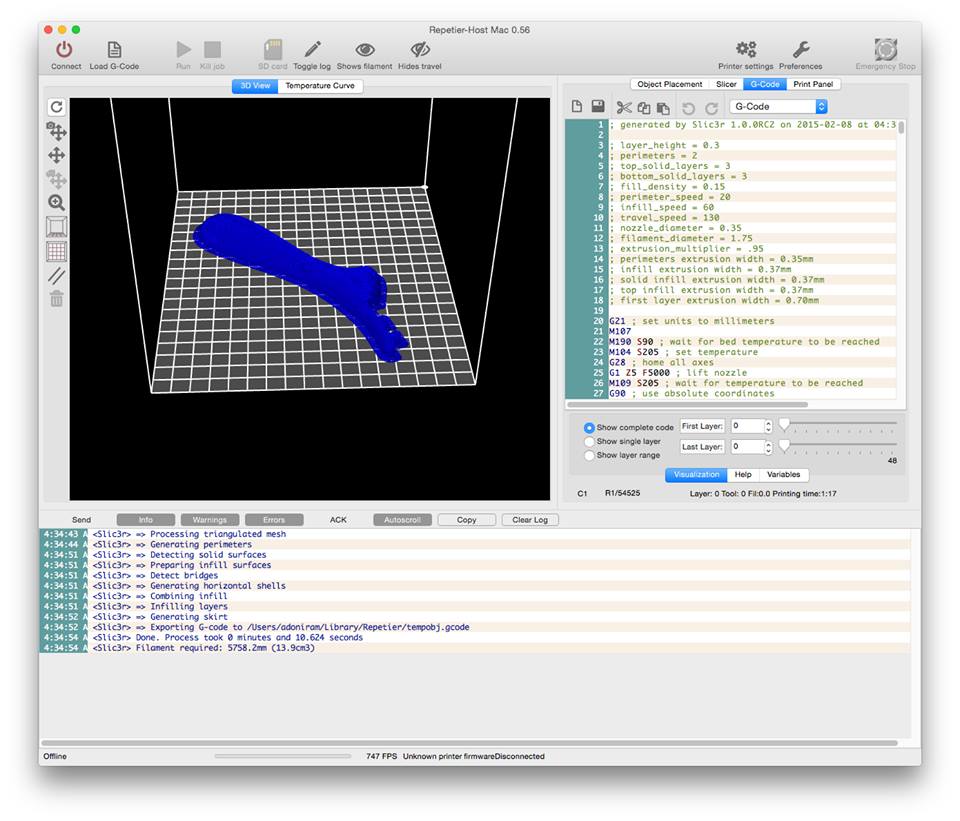
Once the design itself was complete, I did a full render to visualize the finished product. It looked pretty good, so I sent it to Repetier Host and sliced it up using the excellent Slic3r project.
A last look at the digital version of the ice scraper.Pre-flight for the 3D print on a heavily modified Solidoodle 3.
The print proceeded without too much trouble. I’ve been printing with Makerbot’s black and it doesn’t like cold or passive printing so much. I’ve just reordered some PLA with ColorFabb in Holland. I expect it to run a little colder. Once all the printing was complete, I took a look at the parts. I included voids for three steel pins. The pins help align the prototype and add a tiny bit of heft to the handfeel.
One half of the handle in progress.All five printed parts for the 3D printed ice scraper.For alignment and a little weight, steel pins were added.
Though the finished prints held together pretty well in a friction lock, I wanted a lot of stability and permanence for this print. Gorilla Glue’s foaming glue works great on PLA, as it fills in all the subtle texture and creates a good bond. Once glued, I clamped the parts for thirty minutes per glue-up.
The first round of clamping for the handle itself.Another round of clamping for the backstrap.
At this point, it was getting very exciting. The handle was fully glued and assembled, bringing the project to a simple three parts. On a dual-extruder printer, this could have been printed in a single pass (with supports) but I got a nice finish and a lot of strength by parting it out.
The assembled handle, blade, and cap.
Assembly was a breeze and the full project came together with no incremental prints or re-engineering – a rare treat! It can be easily scaled to fit any users’ hand and costs about $3.15 in plastic and glue (at retail prices). Totally worth it – the cheapest Amazon ice scraper was $3.99! In all seriousness, it’s amazing how effective a 24 hour design project can be for even the most utilitarian of tools.
Fully glued up, assembled, and drying.The finished product in hand!
If you’ve made it to the end of the post, here’s two bonuses: a video of it in action (see below) AND a link to the live files on Thingiverse.com. I’ve shared them under the CC-No-Commercial license. That means you’re free to print and distribute my designs with attribution, as long as you do not use them for commercial purposes. Enjoy and happy prototyping!
DESIGN – http://www.thingiverse.com/thing:674723
VIDEO – https://plus.google.com/115787153901365137692/posts/A34remhsos6
I enjoy objects that bring modern technologies and natural materials together in a single object, especially if the finished product is romantic without being precious.
My most recently completed project involves old Soviet display technology, 3D printing, handmade (and hand-finished) hardwoods, and a lot of detail work. The finished work has come a long way from a handful of new old stock from the USSR, some plastic and metal bits, and a few sheets of wood. The full build took many hours and involved a fair bit of prototyping. The finished product has a modern look and finish, with the romanticism of pre-digital interfaces.
The finished clock, featuring 3D printed PLA, hardwoods, and LED lighting.
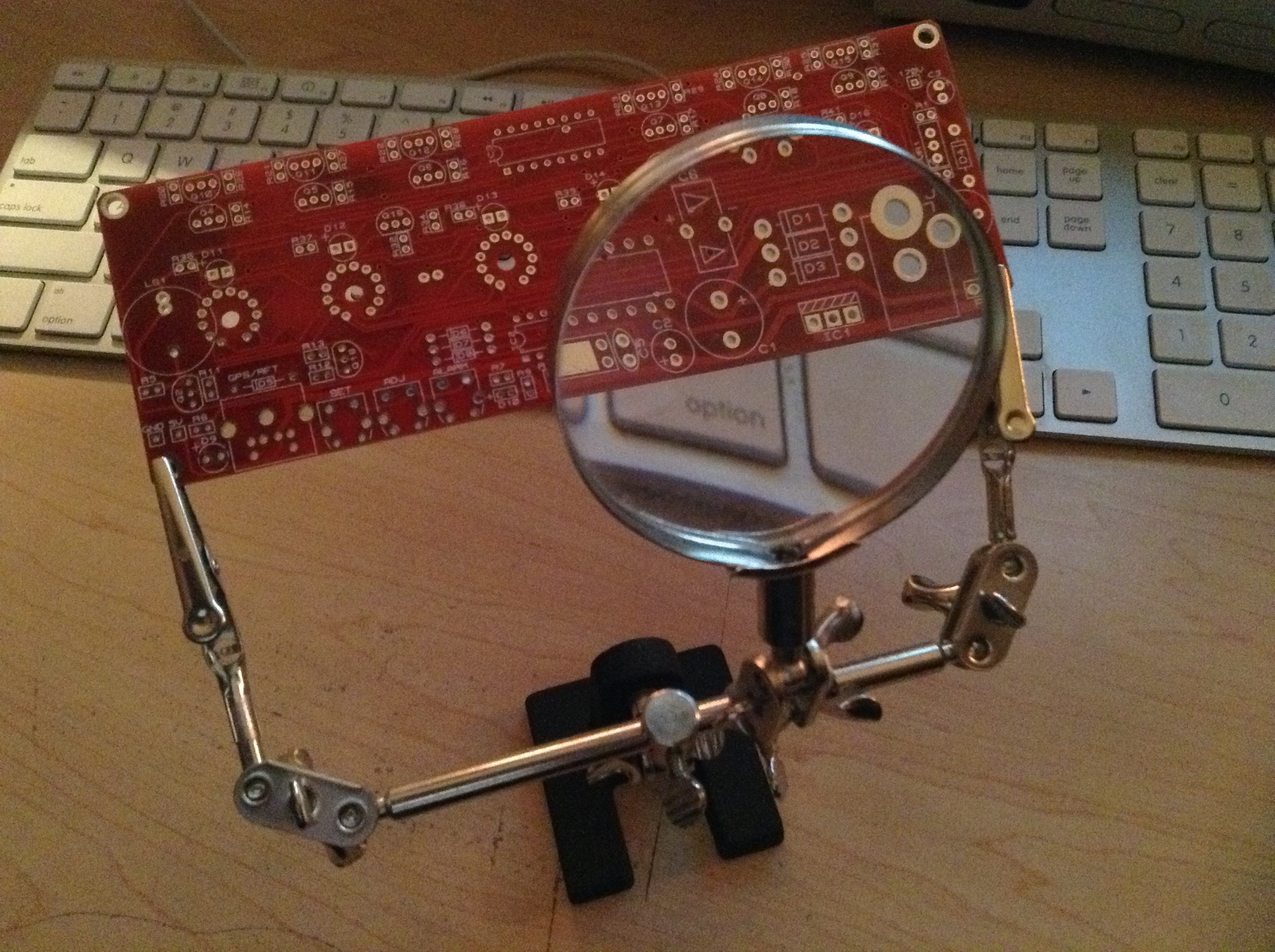
The beginning of the build involved a fairly complex board to run the nixie tubes. Nixies are power-hungry and high voltage (as much as 300v), so pulsed power is preferred to create the illusion of a fully powered tube. Think of it like an old television: by powering each bulb in succession fast enough, the display looks fully lit while requiring less power (and enabling longer life).
There are many standard nixie boards available for a variety of microcontrollers.
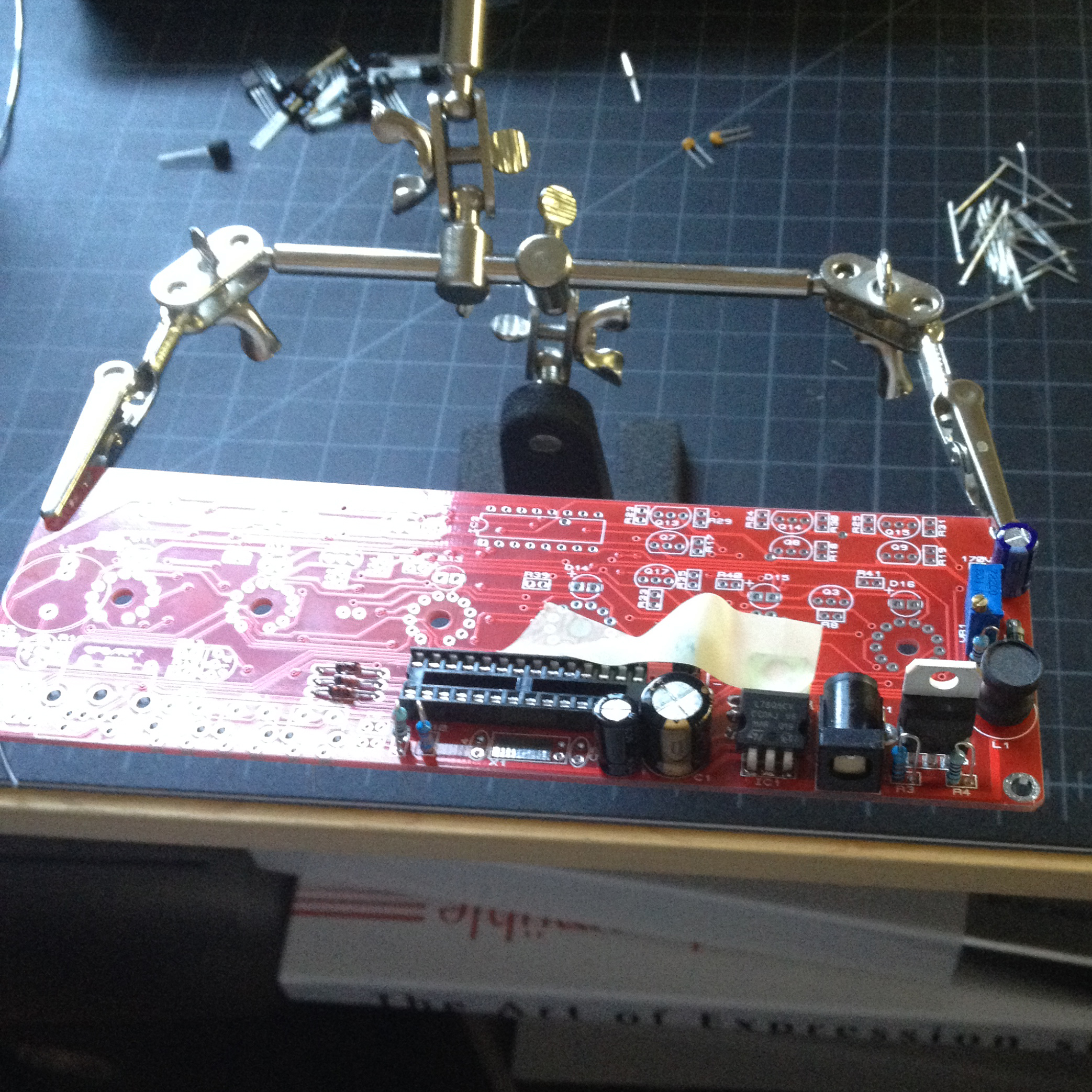
I build most of my projects out with power first; it reduces the risk of destroying components due to shoddy soldering or incorrectly assembled parts. Thus, my first step was to assemble the voltage step up and regulation on the board (and test it).
This is the high power section of the board. It’s best to be very safe here.
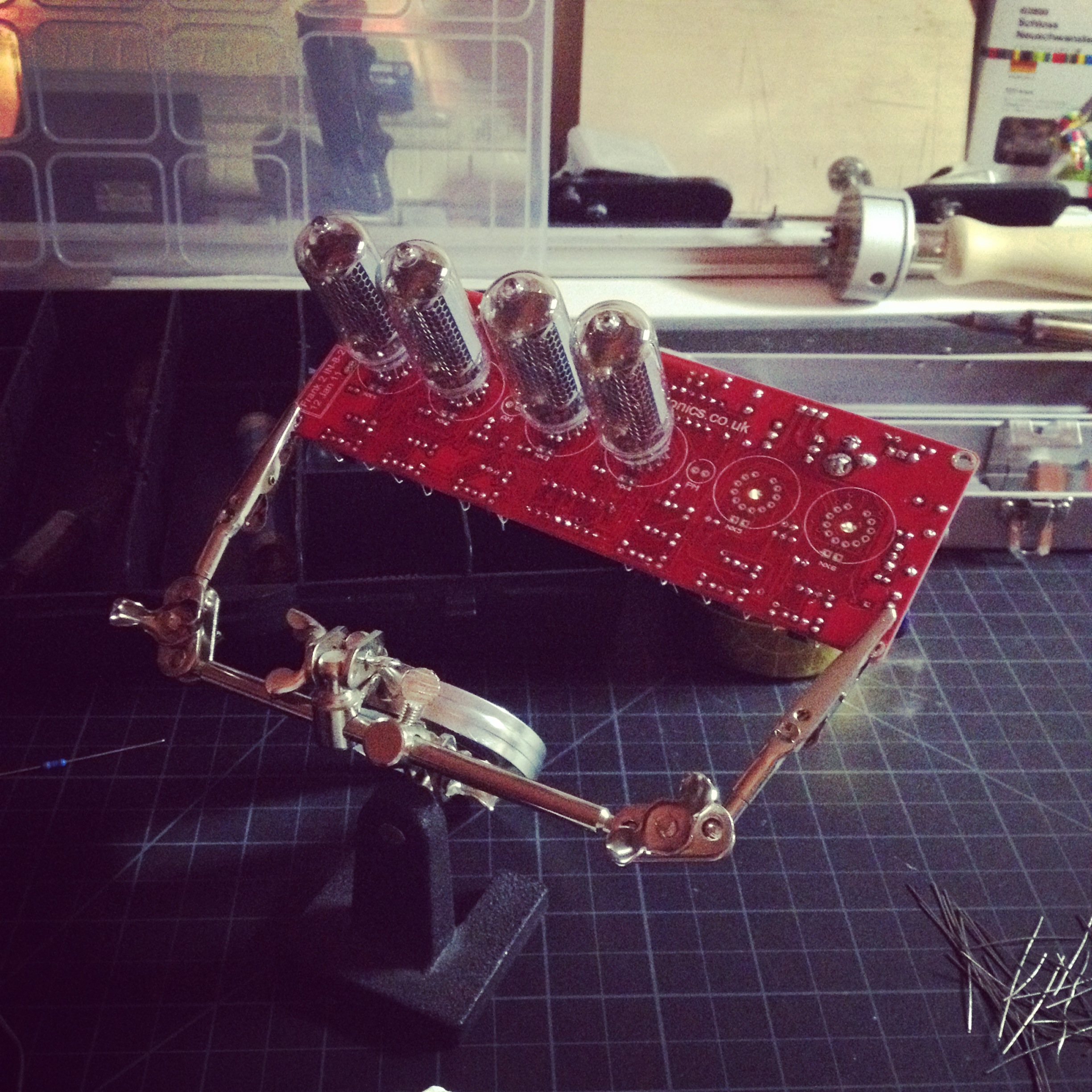
Once the components have been assembled into the board, soldered, and trimmed, the nixie tubes can be added. Nixies have a tremendous number of long leads (the wires that run from the filaments to the power supply) and soldering just one can take a while. Doing six takes quite a bit of time and requires some jig work to keep them parallel to each other, while keeping them equidistant from the board surface. They could be flush mounted (directly seated on the board) but I wanted the extra height for the finished illumination.
This is by far the slowest part of the assembly process. Slower even than IC soldering.
Once the voltage tests are complete, I test the major loops for the proper electrical behavior, then power the board and do a full test. The results are already very visually stimulating!
This is the test phase of the clock and ensures everything is functional.
The technical work is essentially complete at this point. I moved on to constructing the case. I wanted the appearance of a block of hardwood mahogany but with a small footprint. I used some thin sheets, sawed them, and mated them appropriately. I cut the joints at 45 degree angles, forgoing complex joinery. The weight of the clock is not enough to stress the joints and my plan for the base will alleviate any stress at all.
The results of a glue-up with simple joinery.
Next, I applied a veneer of walnut to a sheet of basswood by alternating the grain pattern. This will keep it straight, give strength without weight, and enable me to get away with another simple glued joint. Again, the final hardware will take most of the stress and send it directly into the board itself.
This shows the lamination of basswood and walnut for strength and flatness.
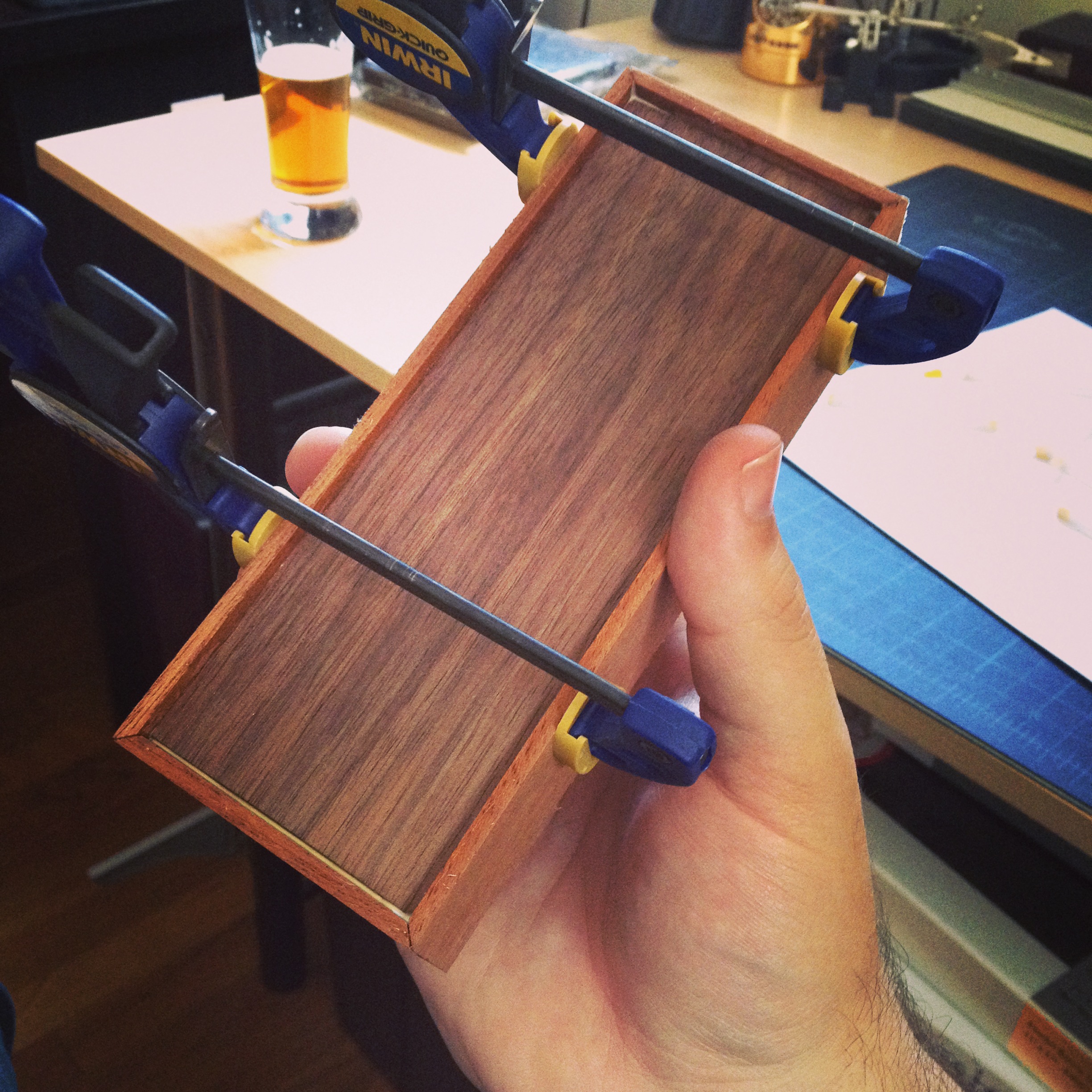
Next, I glued up the whole case. I’ll use some custom designed feet to raise the casework off the ground. This will provide a floating appearance and ensure airflow (just in case).
Quick clamps are the best investment you can make in a design kit, I swear.
After 24 hours of time to really guarantee good curing, I removed the clamps and did four rounds of sanding. I attempted to preserve the sharp joints as well.
Four rounds of sanding and two hand-rubbed stains. The stain is indian mahogany.
Next, I designed an armature to hold the board and tubes above the case by 1.5mm. The air gap will eventually be closed by the cover itself. This is 3D printed in PLA plastic using fused filament deposition technology (via a Solidoodle 3 and my own custom modifications).
This was measured to fit the case snugly while allowing the board to simply rest on pegs through pre-cut through holes.
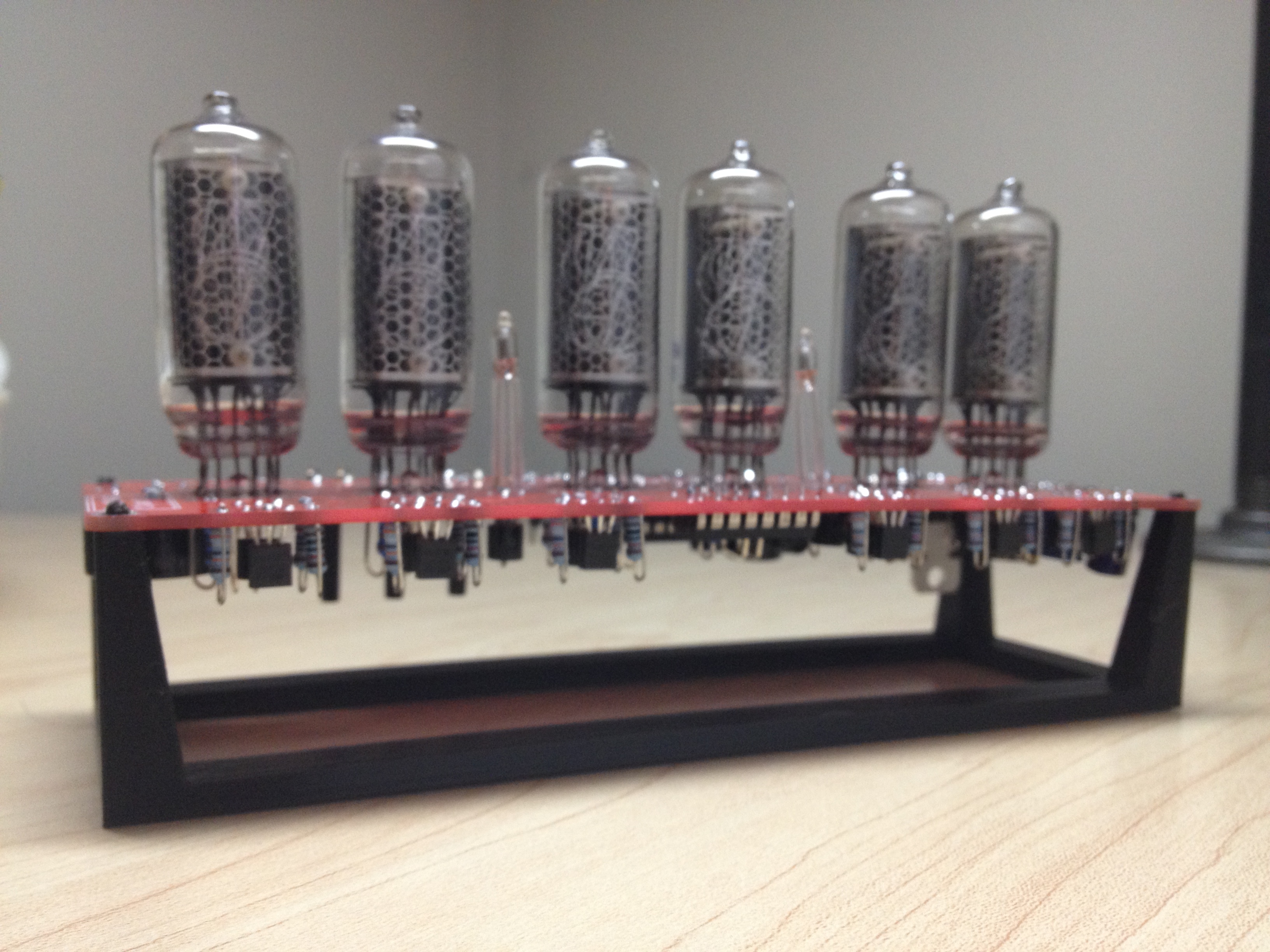
The board was mated to the armature next. I used a torch to set the pegs as rivets. At this point, the approximate form can be seen!
The basic form can now be seen.
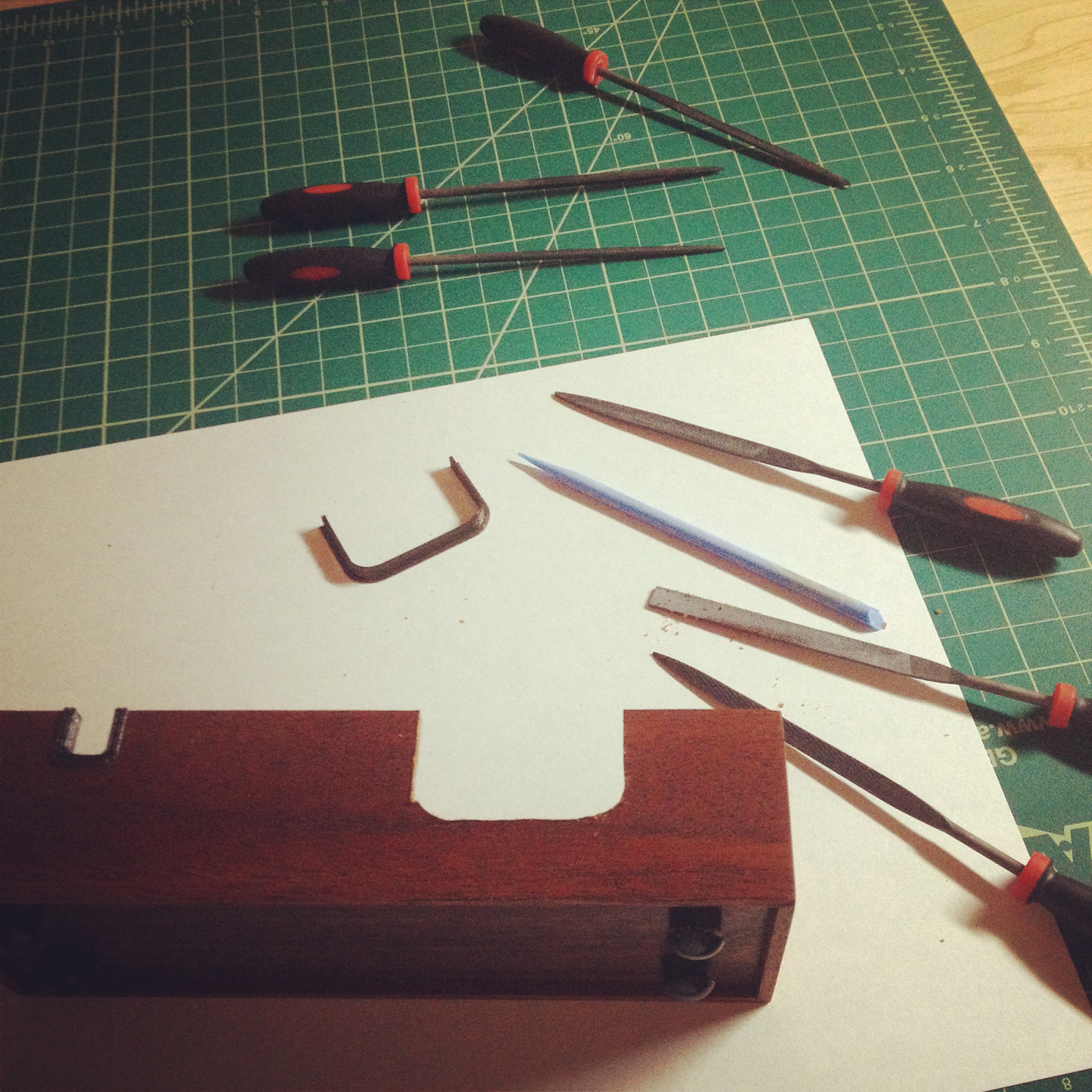
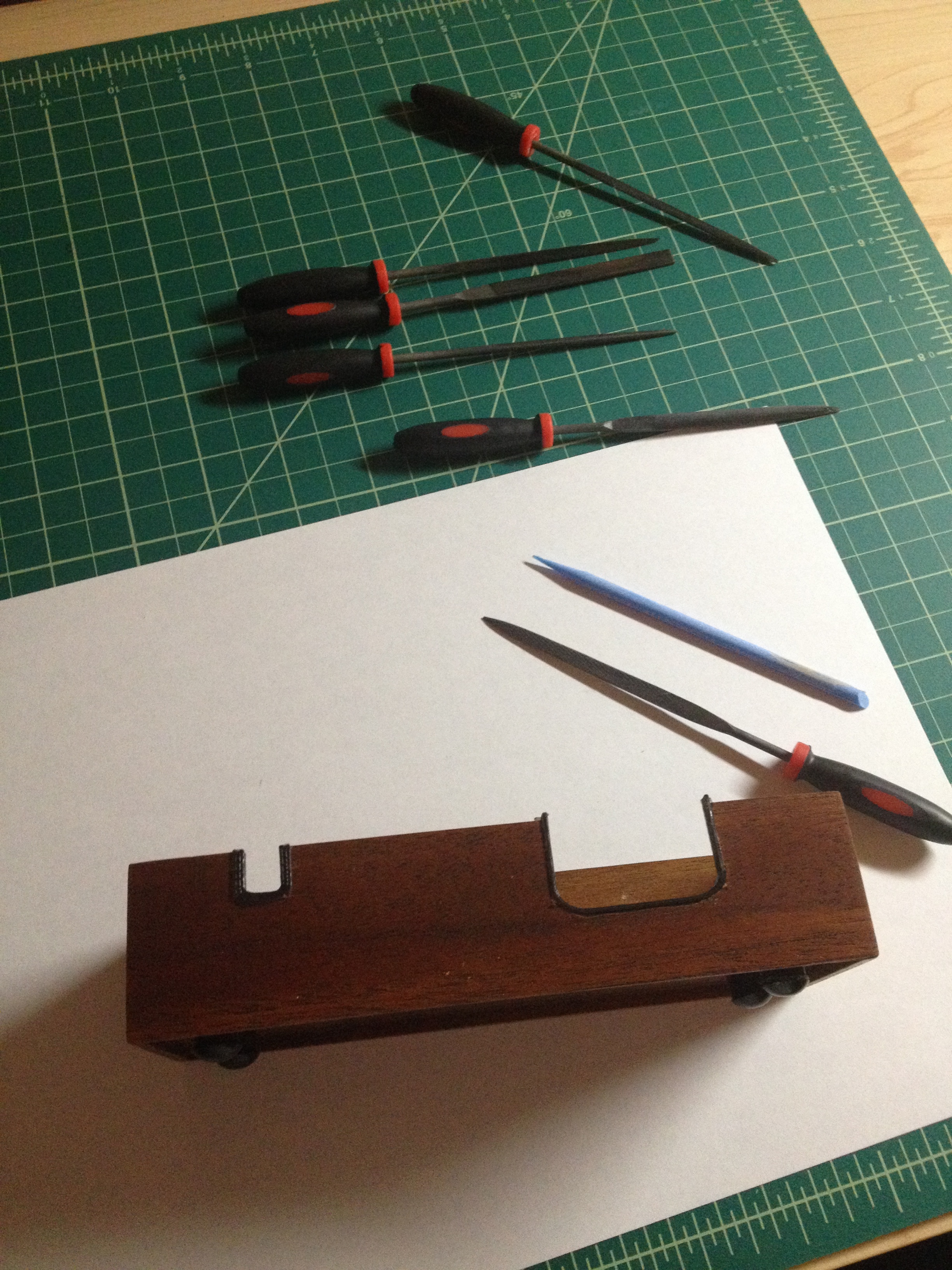
The electronic hardware has a variety of controls and a 12v socket. The case needs to account for the control buttons, alarm light, and socket. I designed and modeled gaskets, printed them in black PLA, and then inscribed their contours on the case itself. Then I cut away the appropriate amount of wood. You can also see the feet in the image below. This is a combination of furniture tacks and 3D printed PLA. The result is a foot peg that will not scratch, is lightweight, and has a desirable shape that matches the style of the rest of the clock.
I use a variety of finishing tools to get the contours right. This is an image of the work in progress.
I’ve mounted the gaskets in the following image. I chose to use epoxy for the assurance that they would have no chance of falling out and potentially damaging the electrical. These gaskets will be interacted with the most (by fingers and plugs).
The PLA is a low temperature, non-conductive plastic. This is particularly desirable since this is a high voltage product.
At this point, once drying has fully completed for the casework and gaskets, the board, armature, and case can all be integrated. For safety, I’ve allowed another 24 hours of dry time.
Here you can see how the controls and socket mate with the cutouts.
Finally, I designed a cover to be printed in black PLA. PLA is a great material; it is low heat and can be heat treated to achieve matte or gloss finishes. I’ve used a heated build plate to apply a mirror finish to the cover. This reflects the tubes themselves while not distracting from the overall form. It also creates a visual separation between the wood grain and the display. Ideally, the two are visually balanced when observed in situ.
A high gloss finish is achieved by laying the PLA down onto a 100º C plate at high speed and cooling it rapidly. This avoids warps and droops while gaining gloss.
The finished product now sits in situ. It’s quite bright and the LED is a deep blue. In certain bright lighting, the blue shifts toward aqua. It provides a really strong contrast to the orange and I quite like the effect. All said, the complete project took many weeks but only in short bursts of time (other than the initial electrical). In the future, I may replace the 3D printed cover with milled acrylic and apply fresh wax to the case. I’ve put it into a date-time mode where the date is displayed on a regular interval, with the primary display being time. The neon bulbs (small, between the integers) indicate the pulse of the seconds and AM vs PM. The left neon bulb is lit in the morning and the right bulb indicates evening.
This is approximately thirty hours of work. Now that the design is done, it can probably be reproduced in a fraction of that time. Many can be purchased off the shelf for a few hundred dollars.
It may seem an unlikely combination but my most recent small project combined 3D printing (via fused filament fabrication on a Solidoodle), some hand-worked mahogany wood, an NFC tag, and a paper product. A few years ago, my boss (the CEO of the company I work for) created a small notepaper product called an “Idea Catcher.” It is a heavyweight piece of cardstock, about twice the size of a business card, with your monogram in the corner. He provided me with a stack of them and I wasn’t really sure how to carry them with me. I endeavored to make some sort of carrying case. The utility of a box of paper wasn’t there for me, so I decided to add NFC to the mix as well as a means of sharing my personal information. My initial design looked like an oversized business card case.
The first design iteration of an NFC paper holder.
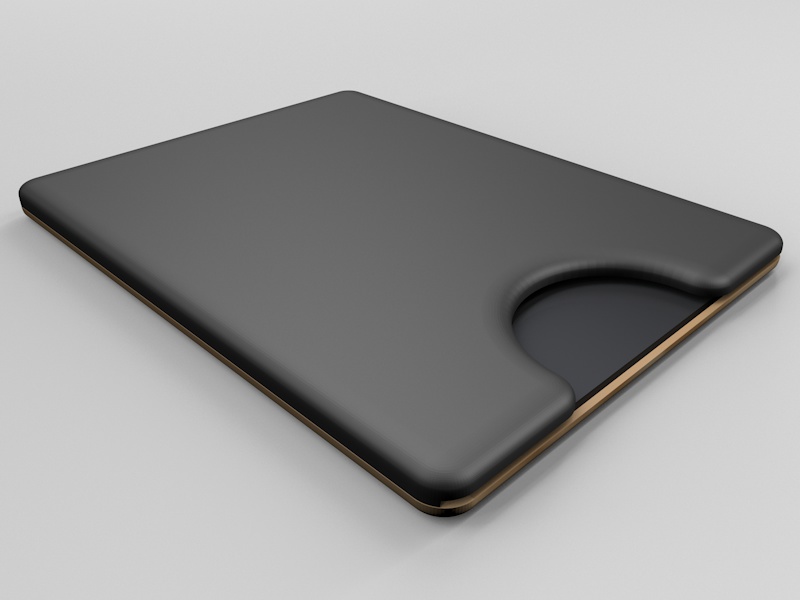
I intended to bring some warmth to the design via a hardwood cover. I wanted to use cloth elastic to adjust the thickness of the holder to the number of cards contained within it. After the first few iterations, it became clear that such a design would not work well. The tooth of the paper was too great and it made removing the “catchers” too difficult. I knew that if I were going to use the things, they would need to be easy to access. So, I adjusted the design to have a fixed size and a flip-top.
The final design of the note holder.
I began by prototyping the cover and container in plastic. Once I had a basic shape, I cut a piece of craft mahogany to size and began to carve away the joinery. When I had the basic shape down, I stained it, then sanded away the surface stain to create greater contrast in the grain.
Cutting away material. Lots of shavings.
The finished cut. This will be glued.
Unsanded.
Sanded.
Once shaping was complete, I glued up the cover to the body of the holder (FFF printed in black). I added a small steel bar (piano wire) to act as a pin for a hinge to come later. I coated the mahogany in poly as well with a few sets of coating and sanding.
Made from piano wire for a hinge to be applied later.
Gluing the cover to the holder.
Set and ready to dry.
The figure of this piece isn’t great but it has some interesting character.
Mahogany cover, glued up, and poly coated.
Next, I printed the flip top cover, printed a hinge cover, and hand rolled a small brass sheet to create the hinges. The NFC tag I embedded in the hinge cover, so it cannot be seen from any perspective.
The tag to be embedded in the 3D printed case.
Using sheets of brass to roll hinges.
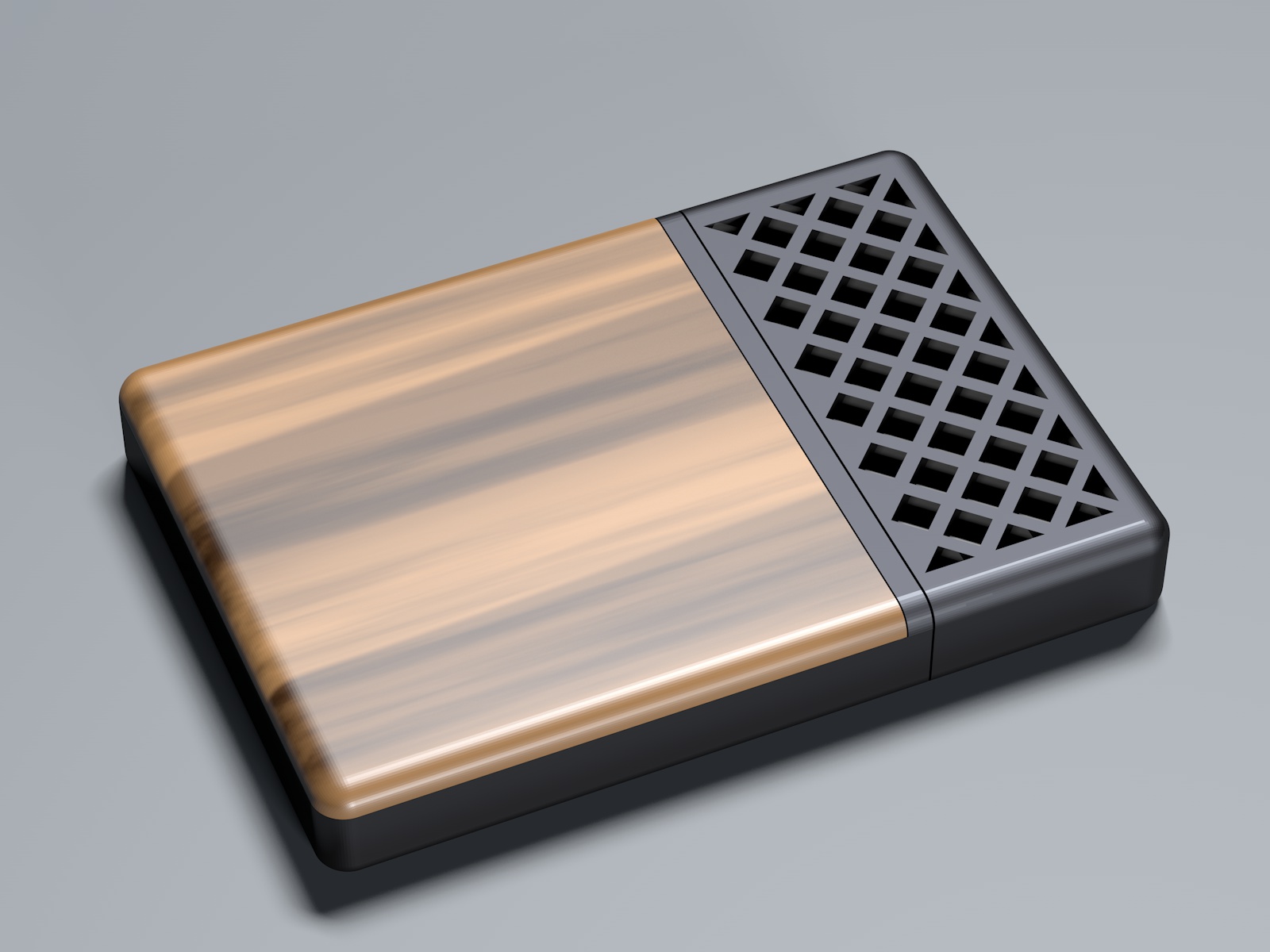
3D printing, NFC, mahogany woodwork, and paper all in one handheld object.
The finished product opens and closes nicely, providing easy access to a stack of the Idea Catchers, and carries my professional information on it. It’s essentially a business card with the utility of a notepad.